Zašto proizvođači motora prelaze na gotove jezgre spremne za ugradnju?
Izvan pojedinačnih slojeva: slučaj za gotove sklopove jezgre
Desetljećima su proizvođači motora nabavljali pojedinačne slojeve i upravljali svim nizvodnim operacijama slaganja, poravnanja i pričvršćivanja unutar kuće. Dok je ovaj pristup nudio maksimalnu fleksibilnost, također je uveo značajnu složenost: koordinaciju višestrukih podprocesa, održavanje alata za svaku fazu sklapanja, obuku operatera za različite tehnike i upravljanje kvalitetom u svakom koraku prije nego što se pojavi jedna upotrebljiva jezgra. Kako se ciklusi razvoja proizvoda sažimaju, a opskrbni lanci zahtijevaju veću specijalizaciju, učinkovitiji model je uzeo maha — onaj izgrađen oko gotovih jezgri spremnih za ugradnju i gotovih sklopova jezgri motora koji stižu na proizvodnu liniju potpuno obrađeni i odmah upotrebljivi.
Ova promjena nije samo stvar pogodnosti. Predstavlja temeljnu promjenu u načinu na koji proizvođači motora raspoređuju inženjerske resurse, upravljaju rizikom i ubrzavaju vrijeme izlaska na tržište. Kada se jezgra — magnetski i mehanički najkritičniji element bilo kojeg elektromotora ili generatora — isporuči kao stabilna, optimizirana struktura, a ne hrpa labavih slojeva, svaka sljedeća faza sklapanja motora postaje brža, ponovljivija i lakša za kontrolu kvalitete. Razumijevanje onoga što ulazi u proizvodnju ovih sklopova i kako odabrati pravog partnera za njih, sada je strateški prioritet inženjerskih timova i timova za nabavu u cijeloj industriji proizvodnje motora.
Što gotove jezgre spremne za instalaciju zapravo uključuju
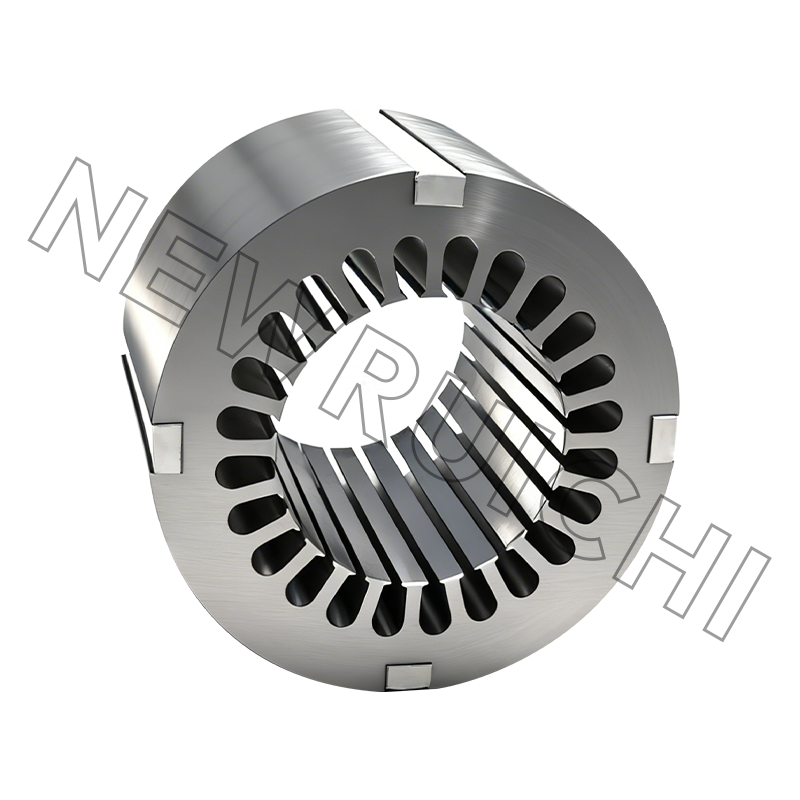
Pojam gotove jezgre spremne za ugradnju obuhvaća širok raspon isporučenih proizvoda, a svi su objedinjeni načelom da jezgra stiže u objekt kupca u stanju koje ne zahtijeva daljnju strukturnu obradu prije početka montaže. Na osnovnoj razini to znači precizno složen i pričvršćen paket za laminiranje — ali u praksi, opseg onoga što "završeno" uključuje značajno varira ovisno o vrsti motora, primjeni i zahtjevima kupaca.
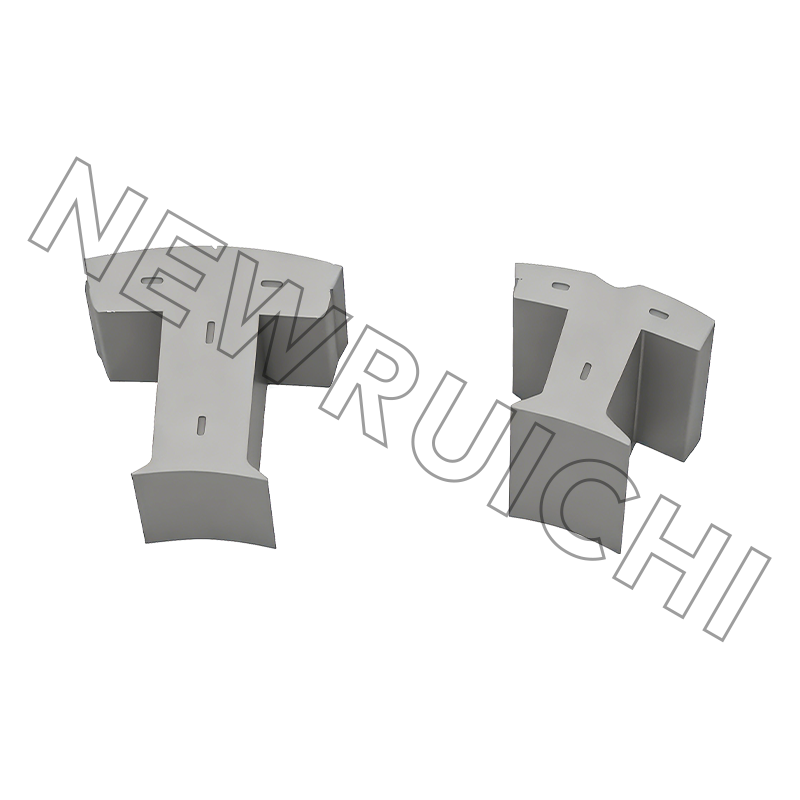
Potpuno realizirana gotova jezgra obično integrira nekoliko faza procesa koje bi inače bile odgovornost proizvođača motora. Slaganje poravnava pojedinačne slojeve u preciznim rotacijskim i aksijalnim usmjerenjima kako bi se postigla ciljna visina snopa i magnetska simetrija. Zakivanje mehanički zaključava hrpu lamela zajedno s velikom silom stezanja, osiguravajući dimenzionalnu stabilnost pod vibracijama i toplinskim ciklusima rada motora. Zavarivanje, primijenjeno duž vanjskog opsega ili na označenim točkama zavarivanja, dodaje dodatnu strukturnu cjelovitost za primjene pod velikim stresom. Lijepljenje — korištenjem specijaliziranih ljepila između slojeva laminacije — sve se više specificira za aplikacije osjetljive na buku, budući da eliminira mikrovibracije između lamina koje pridonose buci motora i gubitku željeza. Kombinacija ovih tehnika, odabranih i poredanih u skladu sa specifičnim zahtjevima dizajna, ono je što transformira labavu hrpu elektrotehničkog čelika u stabilnu, optimiziranu strukturu magnetske jezgre.
Postupci sklapanja jezgre: slaganje, zakivanje, zavarivanje i lijepljenje
Svaki od četiri primarna procesa sastavljanja daje poseban i nezamjenjiv skup svojstava gotovoj jezgri. Odabir prave kombinacije - ili razumijevanje zašto je dobavljač odredio određeni pristup - zahtijeva jasnoću o tome što svaki proces postiže i koje kompromise uvodi.
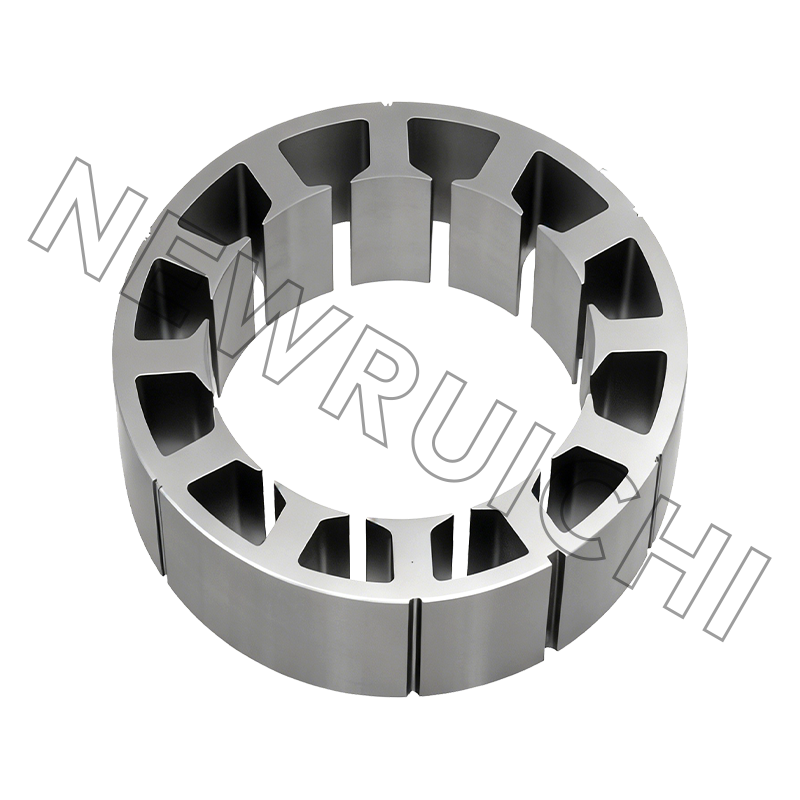
Kontrola slaganja i orijentacije
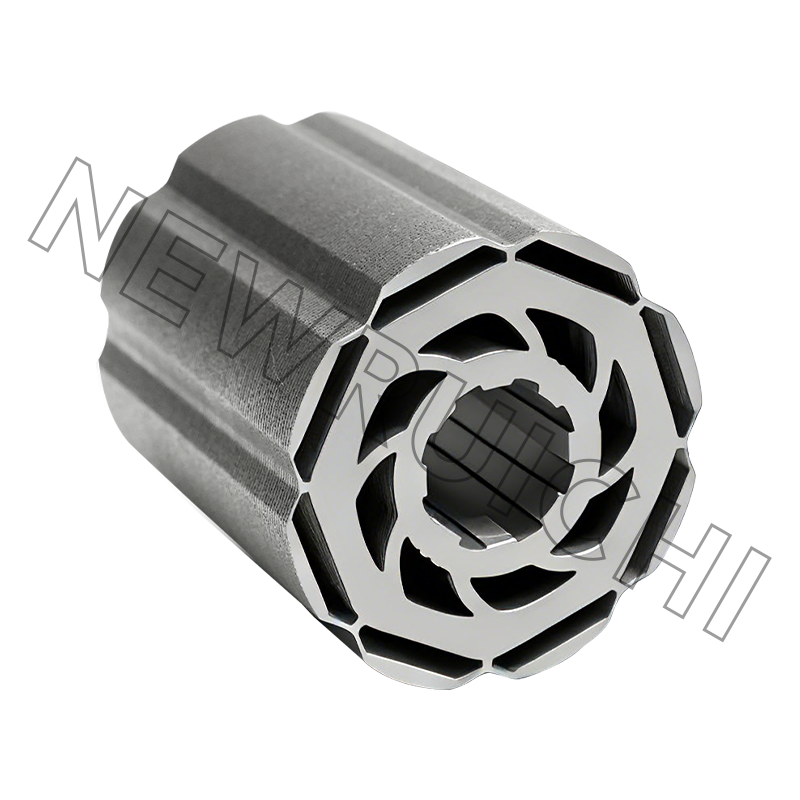
Precizno slaganje temelj je svakog procesa sklapanja jezgre. Lamele moraju biti poravnate unutar uskih kutnih i aksijalnih tolerancija kako bi se osiguralo da su geometrije utora, profili zuba i dimenzije jarma dosljedne kroz visinu hrpe. Čak se i manja neusklađenost nakuplja na stotinama laminata, stvarajući stepenaste površine koje kompliciraju umetanje namota i smanjuju jednolikost magnetskog toka. Automatizirani sustavi slaganja s vizualno vođenim poravnanjem i mjerenjem visine u procesu koriste se u masovnoj proizvodnji gotovih sklopova motornih jezgri za održavanje tolerancija koje ručno slaganje ne može pouzdano postići.
Zakivanje za mehanički integritet
Zakivanje provlači čelične ili aluminijske zakovice kroz prethodno izbušene rupe u hrpi lameliranja i deformira krajeve zakovica pod kontroliranom silom, stvarajući stegnuti sklop koji se odupire aksijalnom odvajanju i relativnom pomicanju laminacije. Ovaj proces je brz, ekonomičan i široko primjenjiv u geometrijama jezgri statora i rotora. Uzorak zakovice, materijal i sila stezanja projektirani su da održe cjelovitost hrpe bez stvaranja putanja kratkog spoja između lamela — što je ključno razmatranje elektromagnetske izvedbe koje se mora uravnotežiti s mehaničkim zahtjevima u svakom dizajnu.
Zavarivanje za aplikacije s visokim naprezanjem
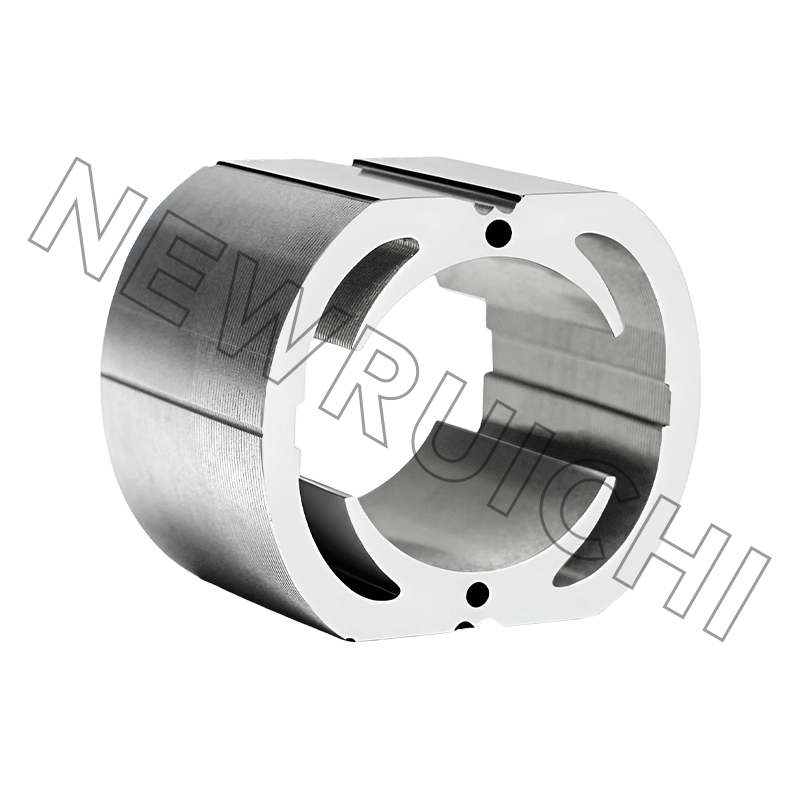
Lasersko zavarivanje i TIG zavarivanje duž vanjskog promjera jezgri statora ili duž aksijalnih linija zavara na jezgri rotora osiguravaju veću čvrstoću spoja nego samo zakivanje, čineći zavarene sklopove preferiranim izborom za motore velike brzine, vučne primjene i okruženja izložena jakim vibracijama. Dubina prodiranja zavara, geometrija zrna i unos topline strogo su kontrolirani kako bi se minimaliziralo toplinsko izobličenje i spriječilo stvaranje međulaminarnih vodljivih mostova koji bi povećali gubitke vrtložnih struja.
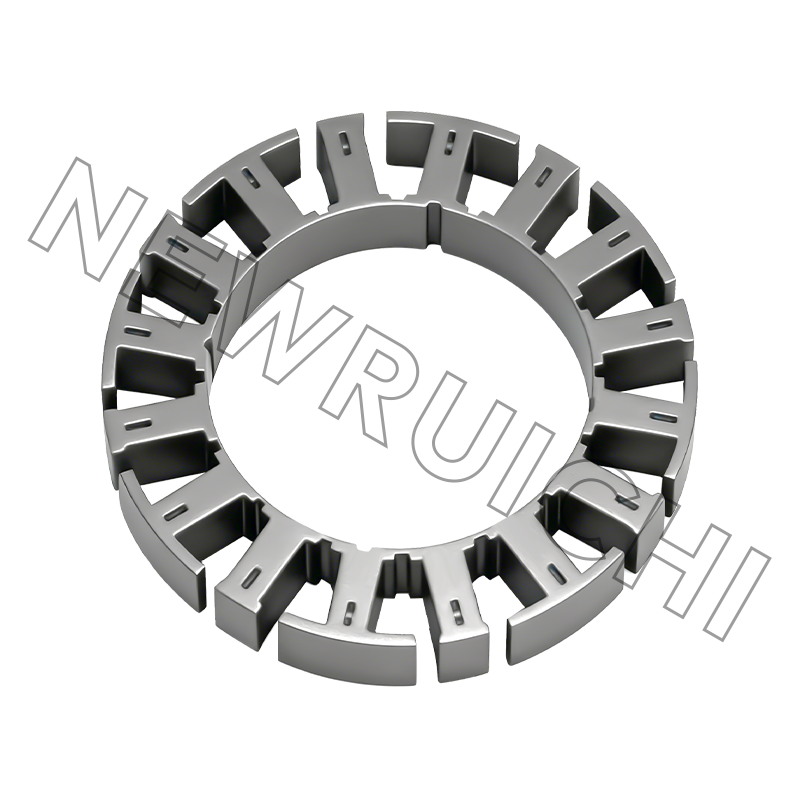
Lijepljenje za buku i optimizaciju učinkovitosti
Ljepljivo spajanje između laminata — korištenjem termički ili UV-stvrdnutih strukturalnih ljepila — eliminira mehanička kontaktna sučelja koja su primarni izvor buke izazvane vibracijama u konvencionalnim zakovicama ili zavarenim jezgrama. Vezane jezgre također ravnomjerno raspoređuju naprezanje stezanja po površini laminacije umjesto da ga koncentriraju na točkama zakovice ili zavara, smanjujući lokalizirana povećanja magnetske koercitivnosti izazvana naprezanjem. Za vrhunske EV vučne motore, HVAC kompresorske motore i precizne servo pogone, spojene gotove jezgre spremne za ugradnju daju mjerljiva poboljšanja u akustičnim performansama i ukupnoj učinkovitosti motora.
Izborni dodaci: sklop vratila i obrada izolacije
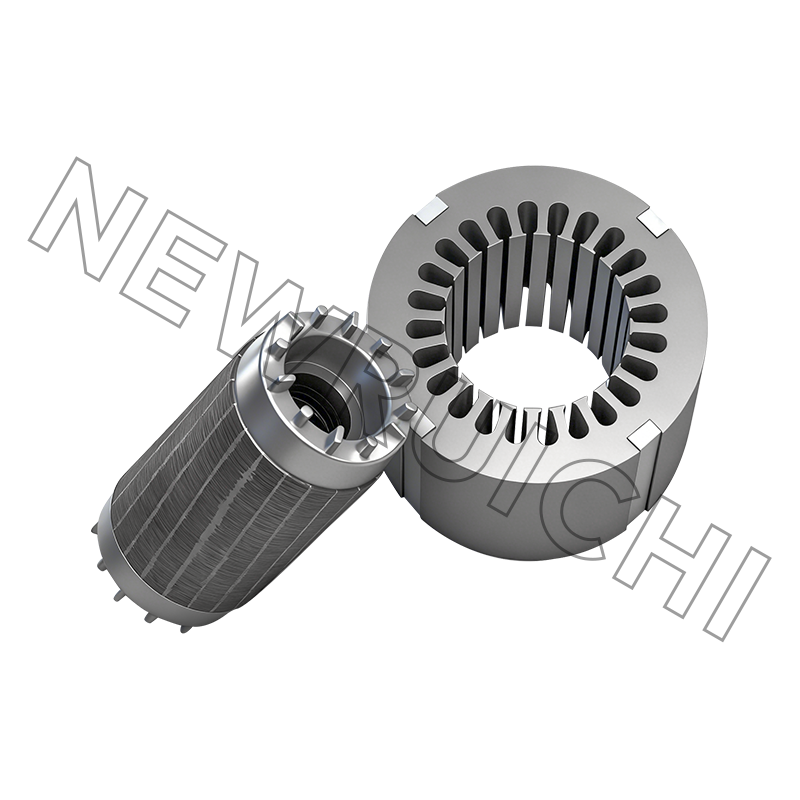
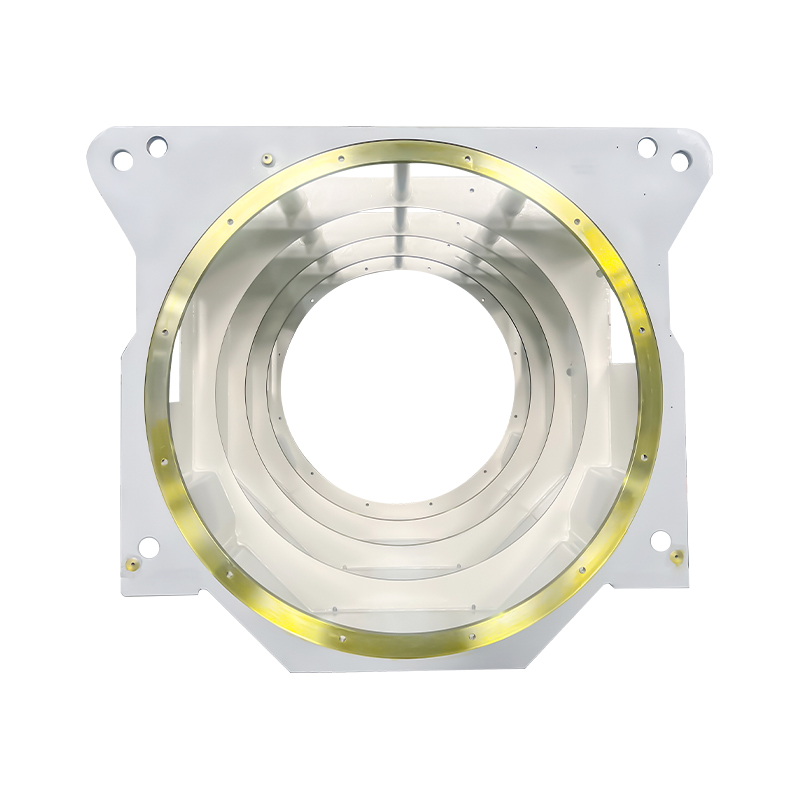
Osim procesa pričvršćivanja jezgre, dobavljači Gotovi sklopovi jezgre motora sve više nude integrirane dodatne usluge koje dodatno komprimiraju kupčevo interno opterećenje montaže. Dvije od najutjecajnijih opcija su montaža osovine i obrada izolacije — obje, kada se izvode na razini glavnog dobavljača, eliminiraju čitave korake procesa iz proizvodne linije proizvođača motora.
- Sklop vratila: Prešanje ili stezanje jezgre rotora na osovinu motora zahtijeva preciznu kontrolu smetnji, specijaliziranu opremu za prešanje i pažljivo upravljanje toplinom kako bi se izbjeglo oštećenje laminata. Kada glavni dobavljač izvrši ovu operaciju, kupac dobiva uravnoteženi podsklop rotora spreman za ugradnju ležaja — uklanjajući tehnički zahtjevan proces s proizvodne trake kojoj možda nedostaje specijalizirani alat za njegovo pouzdano izvođenje u velikom broju.
- Izolacijska obrada: Izolacija utora — bilo da se primjenjuje kao prethodno oblikovani izolacijski papir, premaz u prahu ili impregnacija tekućim epoksidom — štiti vodiče namota od električnog kontakta s čeličnom jezgrom i osigurava dielektričnu barijeru potrebnu za dugoročnu pouzdanost motora. Prijemne jezgre s već primijenjenom izolacijom utora omogućuju operaterima namotaja da odmah počnu s umetanjem zavojnice, bez međukoraka pripreme izolacije koji bi inače zahtijevao posebnu opremu i provjeru kvalitete.
- Površinska obrada i premazivanje: Antikorozivni premazi, završna boja ili eloksiranje mogu se primijeniti na sklop jezgre prije isporuke, čime se eliminiraju operacije rukovanja i maskiranja u pogonu za sklapanje motora i osigurava dosljedan kozmetički i zaštitni završni sloj na svakoj jedinici.
- Dimenzijska i magnetska provjera: Izvješća o inspekciji prije otpreme — uključujući visinu snopa, promjer provrta, koncentričnost i izmjerene podatke o gubicima u jezgri — daju proizvođačima motora ulaznu dokumentaciju o kvaliteti potrebnu za prihvaćanje sklopova izravno u proizvodnju bez suvišnih ulaznih koraka inspekcije.
Kako gotovi sklopovi jezgre skraćuju rokove lansiranja proizvoda
Jedan od najuvjerljivijih argumenata za nabavu gotovih jezgri spremnih za ugradnju i gotovih sklopova jezgri motora izravan je utjecaj na brzinu razvoja novih proizvoda. Kada su proizvođači motora interno odgovorni za sve korake osnovne obrade, svaki novi dizajn proizvoda zahtijeva kvalifikaciju učvršćenja za slaganje, alata za zakovice, parametara zavarivanja i procesa nanošenja izolacije — teret validacije koji može dodati tjedne ili mjesece rasporedu razvoja prije nego što se sastavi jedan prototip namijenjen proizvodnji.
Outsourcing ove složenosti iskusnom dobavljaču temeljnih sklopova prenosi te kvalifikacijske terete u pogon s uspostavljenim procesima, validiranom opremom i posvećenim inženjerskim timovima. Proizvođač motora prima gotove sklopove koji su već prošli dimenzionalnu i magnetsku karakterizaciju, što omogućuje trenutno napredovanje prema namotavanju, impregnaciji i testiranju na razini sustava. Iterativne promjene dizajna — prilagodbe geometrije utora, varijacije visine hrpe ili nadogradnje kvalitete materijala — mogu se brzo prilagoditi bez potrebe da proizvođač motora ponovno kvalificira unutarnji alat. Ova agilnost posebno je vrijedna na konkurentnim tržištima gdje je sposobnost da se novi dizajn motora dovede od prototipa do proizvodnje u najkraćem mogućem roku izravna komercijalna prednost.
Usporedba modela nabave: labavi slojevi naspram gotovih sklopova
Odluka između nabave labavih laminata i nabave gotovih sklopova motornih jezgri u konačnici je strateška, balansirajući interne sposobnosti, obujam proizvodnje, zahtjeve kontrole kvalitete i rizik lanca opskrbe. Sljedeća tablica sažima ključne razlike između dva modela opskrbe po dimenzijama koje su najrelevantnije za proizvođače motora:
| Dimenzija | Loose Laminations | Gotovi sklopovi jezgre motora |
| Potreban je unutarnji alat | Visoko — potrebni su uređaji za slaganje, zakivanje, zavarivanje | Nizak — alatom upravlja dobavljač |
| Složenost montažne trake | Visoko — potrebno je više koraka procesa prije namatanja | Niska — jezgra isporučena spremna za trenutnu upotrebu |
| Točke kontrole kvalitete | Mnogi — svaki interni korak procesa mora biti verificiran | Manje — provjera dobavljača prije otpreme |
| Brzina lansiranja novog proizvoda | Sporije — potrebna je interna kvalifikacija procesa | Brže — dobavljač se bavi kvalifikacijom |
| Prikladnost za niske do srednje glasnoće | Manje učinkovit — visoki fiksni trošak po jedinici | Dobro prilagođen — nije potrebno ulaganje u fiksni alat |
| Fleksibilnost dizajna | Visoka — potpuna unutarnja kontrola nad parametrima procesa | Visoka — promjene implementirane u suradnji s dobavljačem |
Odabir pravog partnera za gotovu montažu jezgre
Kvaliteta gotovog sklopa jezgre motora neodvojiva je od sposobnosti i procesne discipline dobavljača koji ga proizvodi. Ocjenjivanje potencijalnog partnera zahtijeva gledanje dalje od cijene i vremena isporuke kako bi se procijenila dubina njihove tehničke sposobnosti u cijelom lancu procesa sklapanja. Ključni kriteriji uključuju raspon dostupnih tehnologija pričvršćivanja - dobavljač koji nudi samo zakivanje ne može služiti aplikacijama gdje je lijepljenje ili zavarivanje tehnički potrebno - kao i preciznost i ponovljivost njihovih sustava za slaganje i poravnavanje, njihov pristup praćenju kvalitete u procesu i njihovu sposobnost pružanja dokumentiranih podataka o dimenzijama i magnetskim performansama sa svakom pošiljkom.
Jednako je važna sposobnost inženjerske podrške dobavljača. Najbolji dobavljači gotovih jezgri spremnih za ugradnju funkcioniraju kao suradnički partneri u dizajnu, dajući podatke o geometriji laminacije, optimizaciji visine hrpe, odabiru procesa i izboru razreda materijala tijekom faze razvoja motora — ne samo izvodeći fiksni crtež nakon što je dizajn zamrznut. Ovo rano uključivanje omogućuje dizajne koji su optimizirani i za performanse motora i za učinkovitost proizvodnje, smanjujući troškove i vrijeme povezano s iteracijama dizajna koje su se mogle predvidjeti ranijim angažmanom dobavljača. Za proizvođače motora koji su posvećeni skraćivanju rokova lansiranja proizvoda i poboljšanju dosljednosti svojih gotovih sklopova, odabir dobavljača s ovom dubinom sposobnosti jedna je od odluka s najvećom utjecaju u procesu nabave.

Vaša email adresa neće biti objavljena. Obavezna polja označena su *




![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefon/telefon:
+86-18861576796 +86-18261588866
Telefon/telefon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Autorska prava © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Proizvođači jezgri statora i rotora
