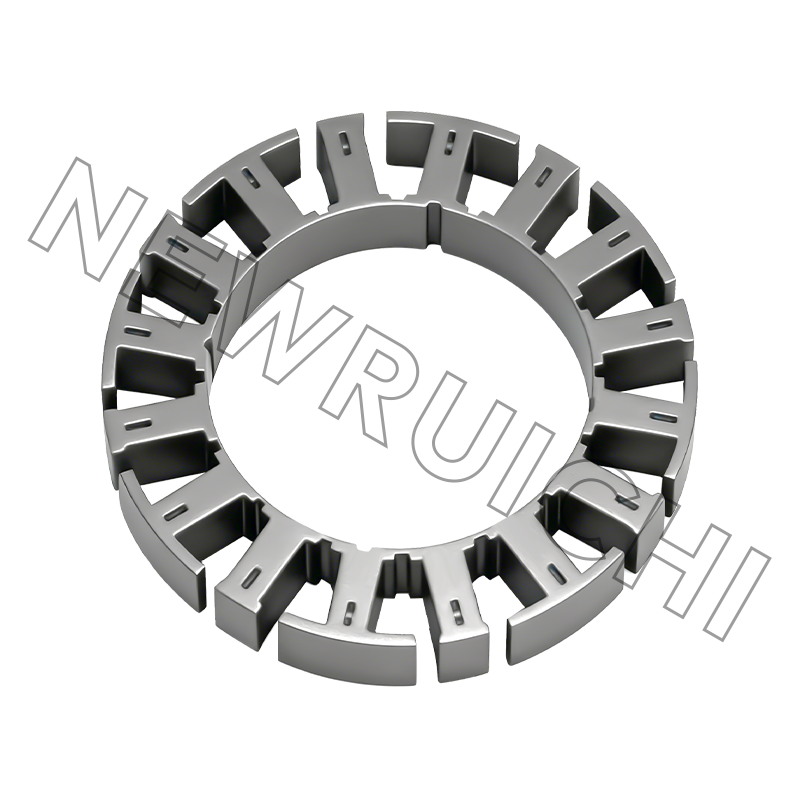
Jezgra statora servo motora i slojevi rotora
Zašto jezgra statora motora određuje performanse servo sustava
U bilo kojem sustavu preciznog gibanja, servo motor funkcionira kao pokretački zglob — pretvarajući električni ulaz u kontrolirani mehanički izlaz s odzivom na razini milisekunde. U središtu tog procesa pretvorbe je jezgra statora motora: fiksna magnetska struktura koja stvara rotirajuće elektromagnetsko polje koje pokreće rotor. Njegova geometrija, svojstva materijala i preciznost proizvodnje zajedno određuju koliko se učinkovito i točno odvija ta pretvorba energije.
Dobro dizajnirana jezgra statora ne samo da provodi magnetski tok. On oblikuje prostornu distribuciju tog toka preko zračnog raspora, izravno utječući na linearnost okretnog momenta, kvalitetu valnog oblika povratnog EMF-a i sposobnost motora da održi preciznu kontrolu položaja u različitim uvjetima opterećenja. U robotskim rukama, CNC obradnim centrima i automatiziranim montažnim linijama s visokim ciklusom — okruženjima u kojima se točnost položaja mjeri u mikrometrima, a vrijeme ciklusa u milisekundama — jezgra statora nije komponenta robe. To je element precizne izvedbe.
Proizvođači koji odabir i specifikaciju jezgre statora tretiraju kao inženjersku odluku, a ne kao odluku o nabavi, dosljedno postižu bolje rezultate na razini sustava: manje valovitost zakretnog momenta, smanjeno nakupljanje topline i dulje radne intervale između ciklusa održavanja.
Odabir materijala: temelj magnetske izvedbe s malim gubicima
Magnetska i električna svojstva laminiranog materijala postavljaju apsolutnu gornju granicu učinkovitosti motora i dinamičkog odziva. Za laminacije statora i rotora servo motora, silikonski čelik visoke propusnosti — obično neorijentirani elektrotehnički čelik s udjelom silicija u rasponu od 2% do 3,5% — materijal je izbora u preciznim servo aplikacijama.
Legiranje silicija suzbija gubitke vrtložnih struja povećanjem električnog otpora, dok stupnjevi visoke propusnosti osiguravaju zasićenje magnetskog kruga pri višim gustoćama toka, omogućujući veći izlaz momenta po jedinici volumena jezgre. Ključni parametri izvedbe koje treba specificirati pri nabavi materijala za laminiranje uključuju:
- Gubitak jezgre (W/kg) — izmjereno pri specifičnoj gustoći toka i frekvenciji (npr. 1,0 T pri 50 Hz ili 400 Hz za aplikacije velike brzine); manji gubitak jezgre smanjuje stvaranje topline i poboljšava učinkovitost pri radnoj brzini
- Relativna propusnost (μr) — veća propusnost smanjuje magnetomotornu silu potrebnu za postizanje zadane gustoće toka, omogućujući generiranje okretnog momenta s većom reakcijom
- Debljina laminacije — tanji slojevi (0,20 mm, 0,27 mm, 0,35 mm) smanjuju gubitke vrtložnih struja pri višim električnim frekvencijama; odgovarajuća debljina ovisi o nazivnoj brzini motora i propusnosti kontrole
- Izolacijski premaz — interlaminarna izolacija (obično premaz stupnja C-5 ili C-6) sprječava premošćivanje vrtložnih struja između naslaganih lamela, održavajući predviđene karakteristike gubitaka sastavljene jezgre
Za ultra-brze servo motore koji rade iznad 10.000 okretaja u minuti, mogu se specificirati amorfne metalne legure ili kobalt-željezo umjesto konvencionalnog silikonskog čelika, nudeći znatno manji gubitak jezgre na visokim frekvencijama uz odgovarajuću skuplju cijenu.
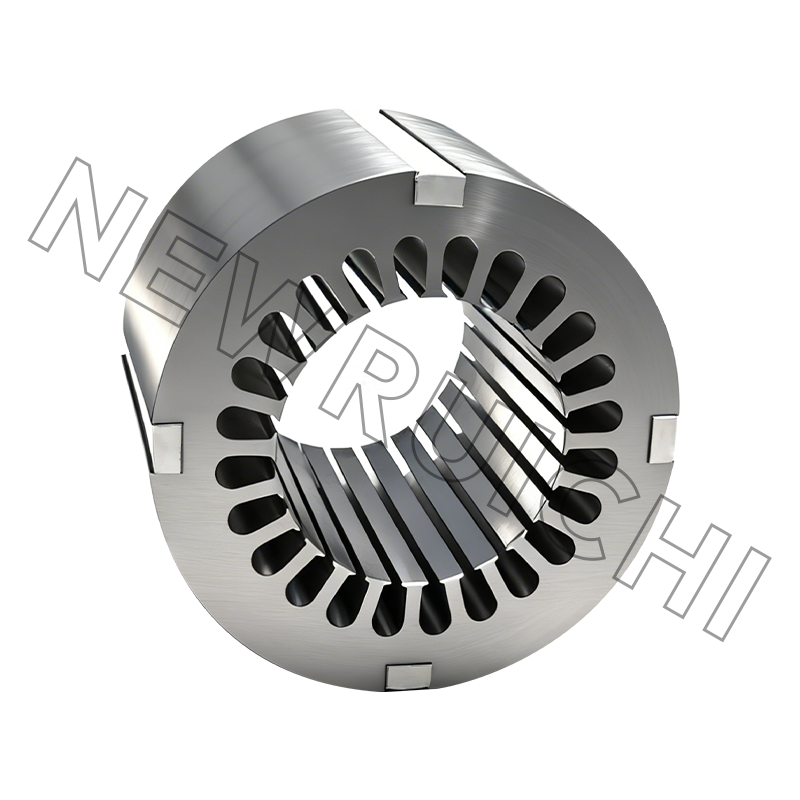
Precizno žigosanje: Kako proces proizvodnje potiče dosljednost dimenzija
Prijelaz sa sirovog elektročelika na gotovi lamele statora i rotora servo motora zahtijeva tehnologiju preciznog žigosanja koja može držati stroge geometrijske tolerancije u velikim serijama proizvodnje. Dimenzijska nedosljednost u laminatima - varijacije u geometriji utora, širini zuba ili vanjskom promjeru - izravno se pretvara u magnetsku asimetriju u sastavljenoj jezgri, stvarajući harmonijsko izobličenje u protoku zračnog raspora i mjerljivo povećanje valovitosti zakretnog momenta.
Progresivno utiskivanje je dominantna proizvodna metoda za laminacije servo motora, koja nudi propusnost i ponovljivost potrebnu za dosljednu kvalitetu u velikom obimu. Ključni parametri dimenzija koji se kontroliraju tijekom žigosanja uključuju:
- Tolerancija geometrije utora — širina i dubina proreza izravno utječu na faktor punjenja namota i otpor putanje toka; tipični ciljevi tolerancije za servo-grade laminate su ±0,02 mm ili čvršći
- Kontrola visine čičaka — prekomjerne oštrice iz zone smicanja utiskivanjem povećavaju efektivnu debljinu laminacije, ugrožavaju integritet izolacije i stvaraju koncentracije naprezanja koje povećavaju gubitak histereze; visina srha obično se kontrolira na ≤0,05 mm
- Ravnost i nagnutost — slojevi koji nisu ravni stvaraju nejednolikost slaganja koja uvodi ekscentričnost rotora i vibracije pri radnoj brzini; odstupanje od ravnosti obično se specificira unutar 0,1 mm na 100 mm promjera laminacije
- Koncentričnost unutarnjeg i vanjskog promjera — kritično za održavanje jednolikog zračnog raspora oko oboda rotora, koji izravno upravlja prostornim harmonijskim sadržajem valnog oblika gustoće toka zračnog raspora
Glatki rubovi postignuti kontroliranim razmakom matrice i redovitim održavanjem matrice također pridonose mehaničkoj ravnoteži tijekom vrtnje velikom brzinom, smanjujući sile pobude vibracija koje bi se inače pretvorile u zvučnu buku i ubrzano trošenje ležajeva.
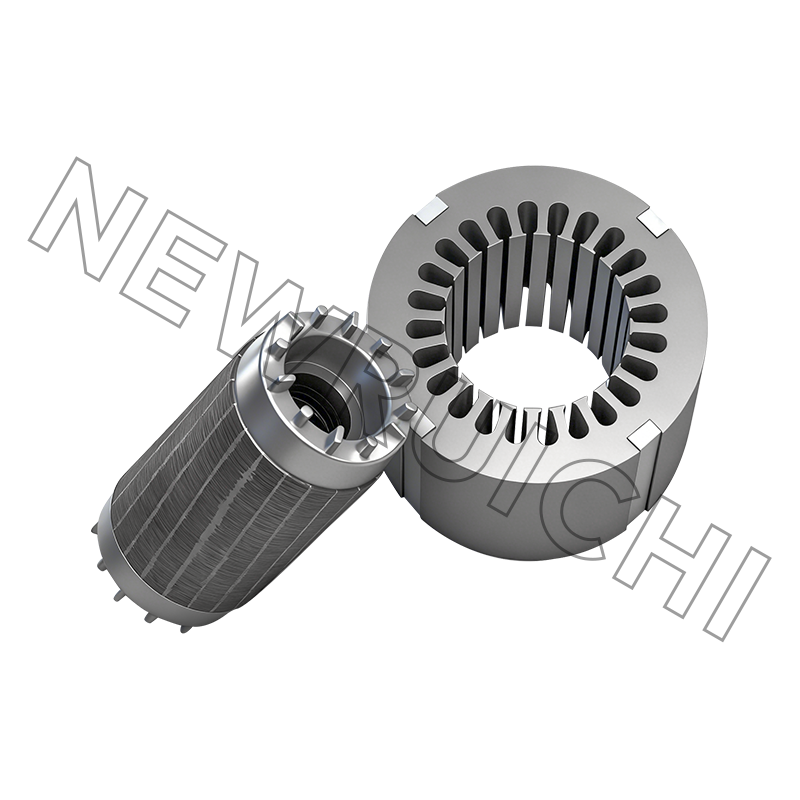
Dizajn jezgre rotora statora: usklađivanje pola i utora i optimizacija magnetskog kruga
The stator jezgra rotora konfiguracija — kombinacija broja utora statora, broja polova rotora i njihovog geometrijskog odnosa — primarna je varijabla dizajna koja upravlja magnitudom valovitosti zakretnog momenta, zakretnim momentom i induktivitetom namota u servo motorima. Dobiti pravu kombinaciju nije samo stvar odabira velikog broja polova ili velikog broja utora; zahtijeva sustavnu procjenu harmonijskih interakcija između distribucije MMF statora i obrasca toka rotora.
Uobičajene kombinacije pol-utor koje se koriste u dizajnu servo motora i njihove izvedbene karakteristike su sažete u nastavku:
| Kombinacija stup/utor | Zakretni moment | Faktor namotaja | Tipična primjena |
|---|---|---|---|
| 8P / 12S | Niska | 0.866 | Servo opće namjene, robotika |
| 10P / 12S | Vrlo nisko | 0.933 | Visoko precizno pozicioniranje, izravni pogon |
| 6P / 9S | srednje | 0.866 | Kompaktni servo, medicinski uređaji |
| 14P / 12S | Vrlo nisko | 0.933 | Niska-speed high-torque, collaborative robots |
Osim odabira polova i utora, pomoćne značajke dizajna u geometriji jezgre statorskog rotora - uključujući iskošenost utora statora, iskošenost magneta rotora i skošenje vrha zuba - primjenjuju se za dodatno prigušivanje harmonika zakretnog momenta zupčanika. Ove geometrijske dorade provode se u fazi žigosanja laminacije, čineći njihovu točnu izvedbu ovisnom o istoj preciznosti dimenzija o kojoj je bilo riječi u prethodnom odjeljku.
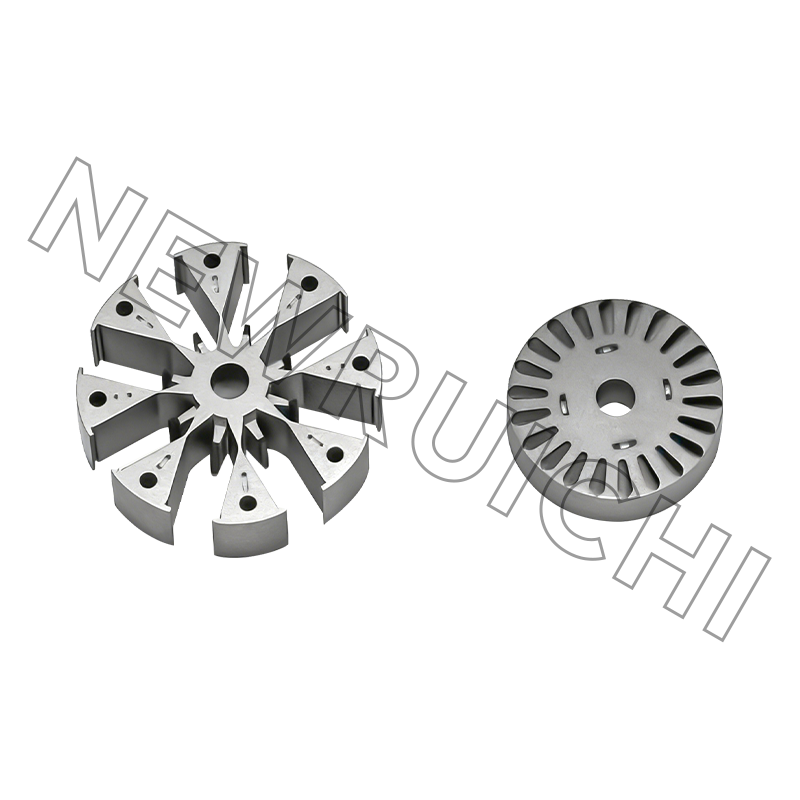
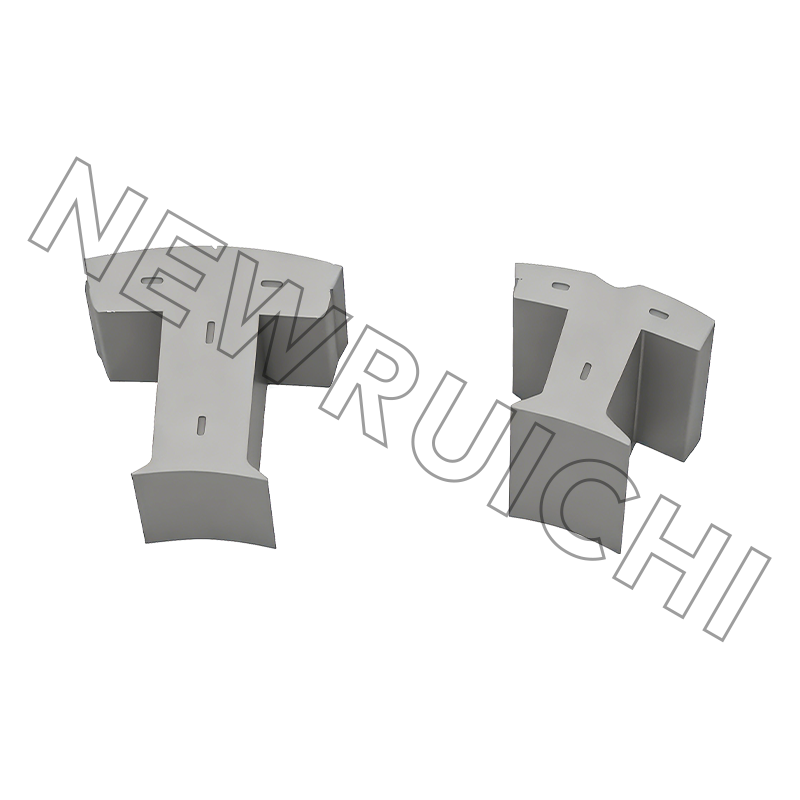
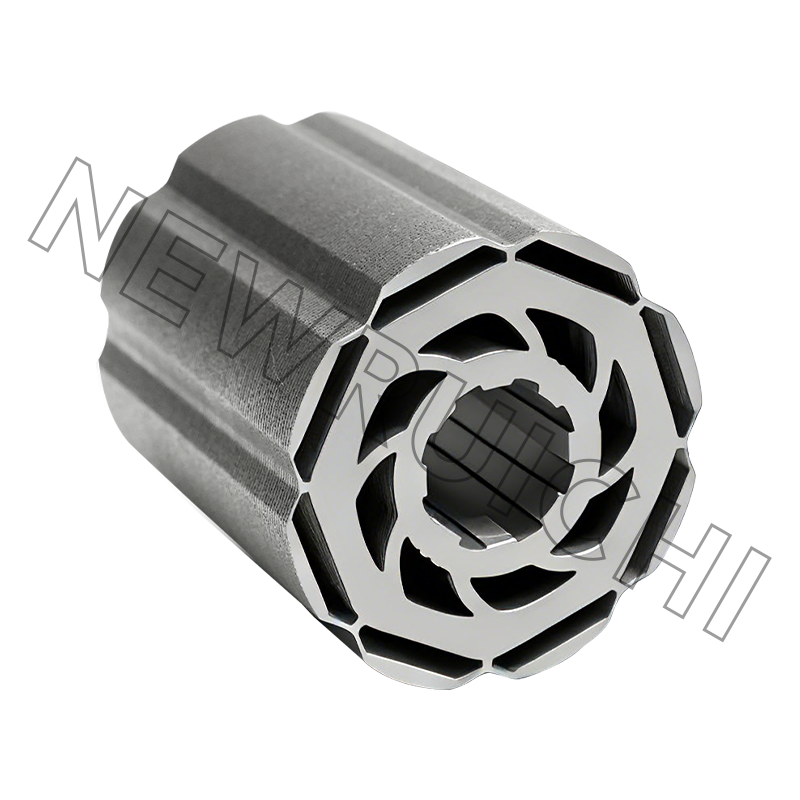
Slaganje, spajanje i sklapanje jezgri: od slojeva do funkcionalnih jezgri
Pojedinačni slojevi statora i rotora servo motora poprimaju svoju punu funkcionalnu vrijednost samo kada se sastave u koherentnu naslaganu jezgru s dosljednim međulaminarnim kontaktom i preciznim aksijalnim poravnanjem. Odabrana metoda sastavljanja utječe na mehanički integritet, magnetsku izvedbu i prikladnost za nizvodne proizvodne procese, uključujući umetanje namota i balansiranje rotora.
Primarne metode slaganja i spajanja koje se koriste za servo jezgre su:
- Međusobno blokiranje (samopriključivanje) — utisnuti udubljenja ili jezičci spajaju susjedne laminate tijekom slaganja, osiguravajući mehaničku koheziju bez ljepila ili pričvršćivača; najčešća metoda za proizvodnju velikih količina zbog brzine i isplativosti
- Lasersko zavarivanje — zrnca aksijalnog zavara nanesena duž vanjskog promjera naslagane jezgre; proizvodi kruti sklop s dobrom dimenzionalnom stabilnošću, iako naprezanje izazvano zavarivanjem može neznatno povećati lokalni gubitak jezgre u zahvaćenim zonama
- Lijepljenje ljepilom (snopovi lijepljenih laminata) — anaerobna ili epoksidna ljepila nanesena između laminiranih površina; eliminira mehanički stres od zavarivanja ili međusobnog spajanja, čuvajući puna magnetska svojstva svake laminacije; poželjan za ultraniskošumne i visokoprecizne servo jezgre
- Montaža kroz vijke — lamele poravnate na preciznom trnu i stegnute klinovima; prvenstveno se koristi za veće veličine okvira gdje je međusobno spajanje ili zavarivanje nepraktično
Za jezgre rotora u servo motorima s permanentnim magnetima, precizno aksijalno poravnanje naslaga je posebno kritično. Neusklađenost između laminiranog skupa rotora i geometrije ugradnje magneta uvodi asimetrične putanje toka koje povećavaju i moment zupčanja i akustičnu buku tijekom rada.
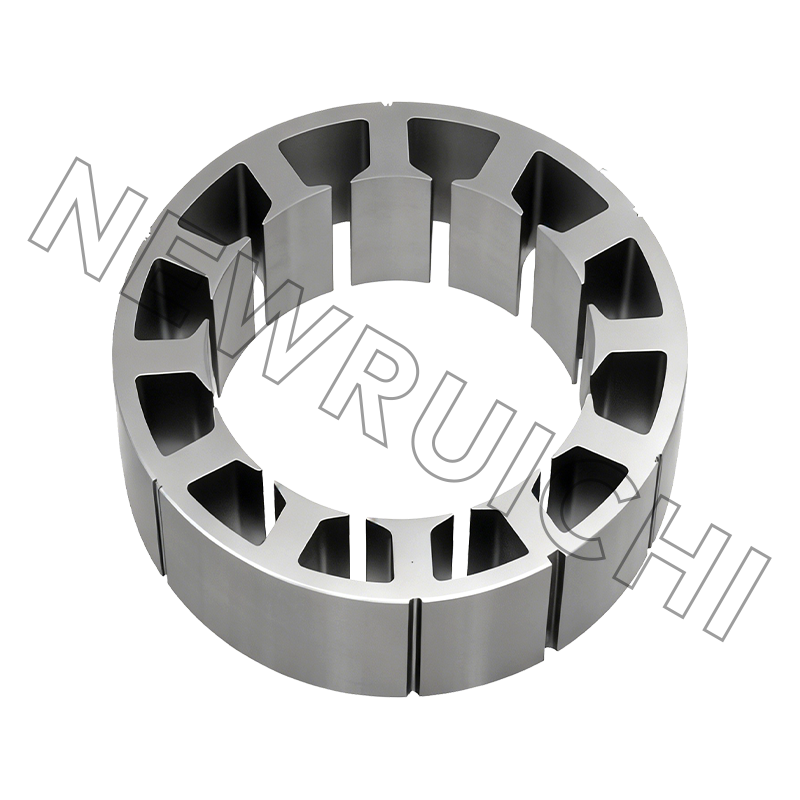
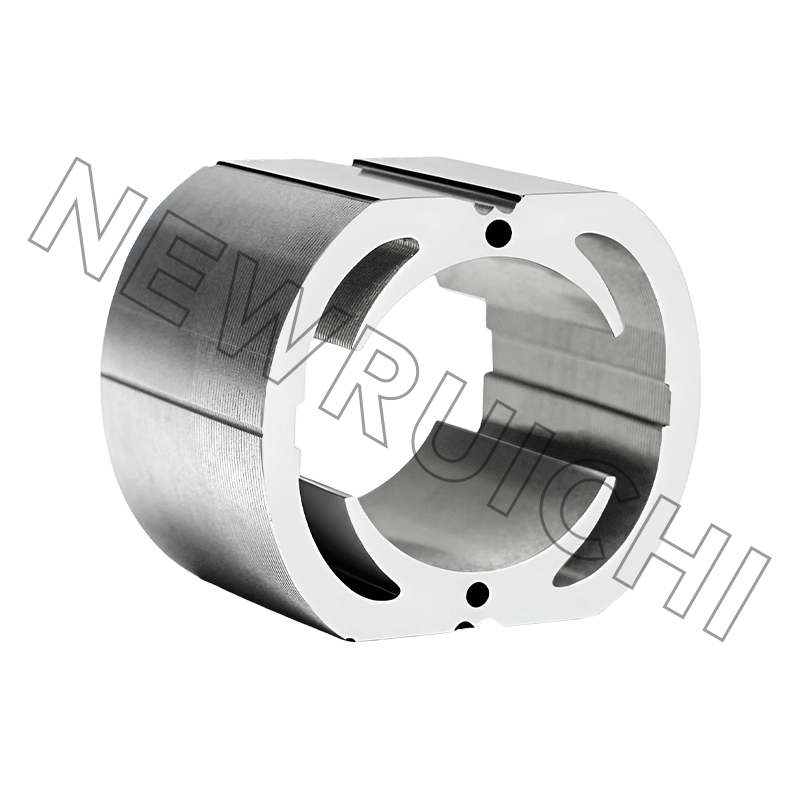
Mogućnosti prilagodbe za laminiranu geometriju servo motora
Standardne geometrije laminiranja pokrivaju najčešće veličine okvira servo motora i konfiguracije stup-utor, ali mnoge aplikacije s preciznim pomicanjem zahtijevaju prilagođene dizajne laminiranja kako bi se zadovoljile specifične izvedbe, pakiranja ili zahtjevi integracije. Prilagodba geometrije laminacije dostupna je u sljedećim dimenzijama:
- Vanjski i unutarnji promjer — prilagođen specifičnim dimenzijama okvira motora ili ograničenjima integracije izravnog pogona
- Oblik utora i širina otvora — optimizirano za specifične promjere žice za namatanje, faktore punjenja i ciljne induktivnosti propuštanja proreza
- Geometrija vrha zuba — kut skošenja i širina vrha prilagođeni za ravnotežu smanjenja momenta nazubljivanja u odnosu na gustoću protoka u području vrha zuba
- Geometrija džepa magneta rotora — za konstrukcije rotora s unutarnjim trajnim magnetom (IPM), oblik džepa određuje učinkovitost barijere fluksa i omjer istaknutosti, pri čemu oba utječu na doprinos okretnog momenta nevoljkosti i širinu pojasa dinamičke kontrole
- Duljina hrpe — prilagođeno za ispunjavanje ciljeva gustoće momenta unutar aksijalnih ograničenja pakiranja
Prototip alata za prilagođene geometrije laminiranja može se proizvesti uz relativno nisku cijenu korištenjem žičane EDM ili laserskog rezanja za početnu provjeru valjanosti, s progresivnim alatom za matricu koji se naručuje nakon što se geometrija potvrdi. Ovaj pristup u dvije faze omogućuje dizajnerima motora ponavljanje geometrije laminiranja bez preranog obvezivanja na velika ulaganja u alate.
Ishodi izvedbe: Što jezgre visoke kvalitete pružaju u aplikaciji
Kumulativni učinak odabira materijala, dimenzionalne preciznosti, optimiziranog dizajna stup-utor i pažljivog sastavljanja mjerljiv je na razini sustava. Servo motori izgrađeni na visokokvalitetnim jezgrama statora motora i precizno utisnutim lamelama dosljedno pokazuju sljedeće karakteristike performansi u usporedbi s motorima koji koriste jezgre nižih specifikacija:
- Smanjeno valovitost momenta — omogućavanje glatkijih profila gibanja u robotskim spojevima i fazama linearnog pozicioniranja, s izravnim prednostima za kvalitetu završne obrade površine u aplikacijama strojne obrade i točnost putanje u automatizaciji pick-and-place
- Niža radna temperatura — smanjeni gubici u jezgri rezultiraju manjim stvaranjem topline pri nazivnom opterećenju, produžujući životni vijek izolacije namota i omogućujući veće kontinuirane radne cikluse bez smanjenja snage
- Brži dinamički odziv — manji magnetski gubici i veća propusnost poboljšavaju konstantnu stabilnost zakretnog momenta motora u cijelom rasponu radnih brzina, podržavajući uže pojasne širine strujne petlje u servo pogonu
- Smanjene vibracije i akustična buka — kontrolirana ravnost laminacije, glatki rubovi utora i precizna ravnoteža rotora potiskuju mehaničke pobudne sile koje stvaraju zvučnu buku, zahtjev koji se sve više specificira u medicinskim, poluvodičkim i kolaborativnim robotskim aplikacijama
- Dosljedna izvedba od serije do serije — uske dimenzijske tolerancije u proizvodnim serijama osiguravaju da parametri performansi motora ostanu unutar specifikacije tijekom životnog vijeka proizvodnog programa, smanjujući potrebu za pojedinačnom kalibracijom motora u fazi integracije sustava
U proizvodnim okruženjima s visokim ciklusom gdje servo motori mogu izvršiti desetke milijuna pokreta pozicioniranja godišnje, te se prednosti performansi povećavaju tijekom radnog vijeka sustava — smanjujući potrošnju energije, produžujući intervale održavanja i poboljšavajući ukupne troškove vlasništva u odnosu na motore izgrađene na komponentama jezgre statora rotora nižih specifikacija.
Vaša email adresa neće biti objavljena. Obavezna polja označena su *




![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefon/telefon:
+86-18861576796 +86-18261588866
Telefon/telefon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Autorska prava © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Proizvođači jezgri statora i rotora
